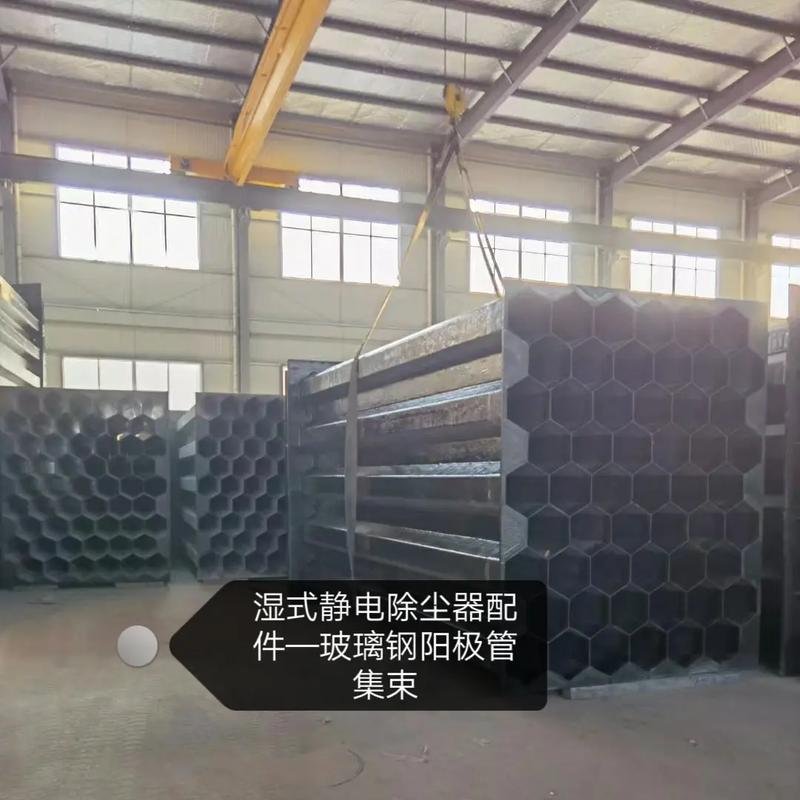
燃煤电厂SCR脱硝装置改造工程案例
国投XX发电有限责任公司一期1×600MW超临界机组(SCR)脱硝装置EPC工程,采用选择性催化还原法(SCR)
脱硝工艺,SCR
烟气脱硝系统采用高灰段布置方式,即SCR反应器布置在锅炉省煤器出口和空气预热器之间,不设置SCR反应器烟气旁路,SCR反应器布置在炉后送风机支架的上部。
脱硝装置处理100%烟气量;脱硝装置系统按75%效率设计,布置两层催化剂,预留一层,脱硝装置在性能考核试验时(附加层催化剂不投运)的NOx脱除率不小于75%;氨的逃逸率不大于3ppm;SO2/SO3转化率≤1%;脱硝装置可用率不小于98%,服务寿命为30年。
SCR装置施工策划烟道制作为班组自行施工,反应器壁板制作在现场由班组完成;SCR装置钢架、反应器本体框架钢结构以及比较难在现场制作的整流罩均由致远在车间加工制作;催化剂模块支撑层钢结构制作、SCR装置区域所有设备安装均由分包队伍完成。
SCR脱硝装置主要工作量为钢结构制作安装,反应器本体制作安装及附件安装,烟道制作安装。
技术方案
1烟道制作、安装
1.1烟道制作、安装主体方案:
确认安装顺序→确定零件制作尺寸→原材料检查→拼板→放样、划线→下料→加加强筋→焊接→组装→加内支撑→校验尺寸→焊接→渗油试验→防腐→编号堆放
根据安装条件确认二次分割尺寸→临时加固→分割→编号→临抛→组合安装→焊接→渗油试验→防腐
1.2烟道制作
A)确认安装顺序
SCR装置烟道安装主体顺序按照先下后上的顺序进行,配合钢架吊装进行穿插施工,先预存后安装。以锅炉钢架K5排与SCR装置钢架A排之间的空间作为吊装通道。先临抛SCR装置出口烟道直段②、③、④件,再临抛①弯头,当反应器下部短柱及横梁安装完成后,临抛反应器出口膨胀节、⑧、⑨、⑩件反应器出口灰斗。
SCR进口烟道先安装弯头,再连接、、直段,接着安装弯头。反应器到顶后安装、、件及反应器入口膨胀节并与已安装好的弯头接口。
与原烟道接口安装顺序:自上而下拆除原烟道,先安装弯头⑦、⑥件,再安装⑤件直段。SCR装置出口烟道吊装到位后,可以安装SCR装置进口烟道。先安装件,再连接膨胀节,接着安装、件,然后将件连接在弯头上,*后安装件。
B)确定零件制作尺寸
SCR脱硝装置烟道界面尺寸比较大,且受到运输车辆、道路、塔吊的起重能力等因素的限制,先按照安装图对烟道进行零部件的分解,使制作的零部件满足运输、起吊、安装的要求。
零件制作尺寸的原则:受综合管架高度限制,运输时制作件的垂直高度不能超过3.8m;受到塔吊起重量的限制,制作件整体重量不能超过塔吊的起重负荷;在满足前两个要求的前提下分解制作件时考虑尽量减少高空组合作业。
C)原材料进厂验收、检验
所采购的板材、型材、焊条、油漆、及其他辅材必须符合国家现行规定、标准、行业标准,生产单位附有有效的质量合格证明书,复试的材料需复检合格,所有材料经监理同意方可使用;钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差的1/2,钢材表面的锈蚀等级应符合现行国家标准(GB8923)规定的C级及C级以上板材厚度的正负偏差必须在国家标准规范允许的范围之内。当钢材的平面度、直线度不符合要求时,要进行矫正,矫正可采用机械或火焰矫正,矫正后的钢材表面不应有明显的凹面或损伤,并达到下表规定:
项 目 允许偏差(mm)
钢板的局部平面度 t≤141.5‰
槽钢翼缘对腹板的垂直度 ≤b/80
型钢的直线度 ≤1/1000L,且不大于6.0
D)拼板、放样、划线
在40t龙门吊下准备两块水泥硬化地坪作为拼板场地,尺寸分别为12m*15m,10m*30m。钢板拼接时预留1mm间隙,焊缝要错开,避免出现十字焊缝。电焊时从中间向两边点焊。然后再根据分解的零部件的尺寸进行尺寸放样、划线。放样完毕确认无误后方可号料。
E)号料
号料时,本着节约材料为原则,尽量采用套裁的方法,充分利用边角余料。切割时应以划线的外边缘为准,较长的切割线时,应注意不要一次行割断,采用分段切割,分次切割的方法,降低切割过程中的热变形影响。
F)组装
将下料好的板进行拼接点焊,标出加强筋的安装位置,在需要安装加强筋部位先焊接100mm长的焊缝,然后安装加强筋。单片焊接完成后,进行整体组装。组合完成后,检查尺寸,然后用临时支撑进行加固。若构件内有内支撑,组合完成后,即可加入内支撑。
烟道内的导流板可根据起重能力进行添加。
G)渗油试验
组合焊接完成后,为了检验构件的严密性,每个构件必须做渗油试验,在焊缝外壁涂一层石灰水,等晾干后,再在焊缝内壁涂煤油,若发现有油迹必须进行补焊。
H)单件分解
根据运输车辆、道路及吊装位置、起重机性能的要求,对制作好的单件烟道进行分解。首先确定好分解的位置并编号,然后对其进行临时加固,防止分解后出现大的变形。然后进行分割。对分割好的部件进行分类存放。
1.3烟道安装
按照分解图进行分解后的烟道零部件的尺寸及重量均满足运输及吊装的要求。
脱硝钢架第二层验收完成后,讲SCR装置出口烟道直段○2、○3、○4件进行临抛,将弯头○1件进行临抛;
反应器本体短柱及*层框架梁安装完成后,临抛反应出口膨胀节、出口灰斗○8、○9、○10件;
反应器*层催化剂支撑梁安装完成后,组合安装临抛的反应器出口灰斗,膨胀节、弯头及直段。
SCR装置第三层钢架安装完成后,临抛SCR装置进口烟道弯头○17件,直段○18、○19、○20件。安装弯头○21件。○21件安装就位后,自上而下安装前面临抛的烟道部件。
反应器顶层整流罩层安装完成后,就安装反应器进口烟道○22、○23、○24件。然后可以连接膨胀节。
脱硝烟道与锅炉本体烟道连接安装,以锅炉钢架与脱硝钢架间的空间作为吊装通道。先完成原有本体烟道的拆除工作。然后安装先下后上的顺序,先安装空预器进口弯头○6、○7件,再连接○5件直段。然后吊装锅炉本体烟道出口的○12、○13件直段,*后吊装异径管○14、○15、○16件。
2反应器安装
2.1安装准备
A)脱硝钢架第二层安装验收完
B)反应器本体钢结构制作完
C)反应器本体壁板制作完、整流罩制作完成
D)其他材料到齐
2.2反应器安装
主体安装顺序:本体短柱安装→*层框架横梁安装→本体长立柱安装→*层催化剂桁架安装→*层壁板安装→第二层框架横梁安装→*层催化剂吊装轨道预存→第二层催化剂桁架安装→第二层壁板安装→第三层框架梁安装→第二层催化剂吊装轨道预存→第三层催化剂桁架安装→第三层壁板安装→第四层框架横梁安装→第三层催化剂吊装轨道预存→整流板桁架安装→催化剂吊装轨道安装→催化剂安装→密封及附件安装
本体短柱、*层框架横梁及*层催化剂桁架安装
SCR装置第二层钢架安装完成验收后,在安装位置标出短柱底板定位线,安装好聚四氟乙烯板,然后将短柱吊装到聚四氟乙烯板上,定位好,然后进行临时固定。然后连接*层框架横梁。形成一个稳定的框架结构后,安装*层催化剂的桁架横梁及支撑。
长立柱安装
在短柱顶板上标出定位线,长立柱吊装到短立柱顶板上按照定位标记进行定位。然后拉上缆风绳,然后焊接牢固。采用对称焊接并在焊接过程中注意测量立柱垂直度。
壁板、上部框架梁及催化剂桁架安装
*层框架梁及长立柱安装完成后,将制作好的壁板按照编号调入安装位置,注意四块壁板的安装位置和方向。吊装到位后临时固定,将上层框架梁吊装到壁板上与立柱焊接牢固。然后将壁板与立柱和横梁进行找正焊接。预存催化剂吊装轨道梁,然后安装上层催化剂桁架横梁及支撑。按照相同的安装顺序各层壁板、框架梁及催化剂桁架。
整流板及催化剂安装
先安装好各层催化剂吊装轨道梁,然后按照自上而下的顺序先安装上层的整流板,然后安装下层的催化剂。
按照整流板的型号安装到反应器上部支撑层,然后安装整流板之间的密封。整流板层焊接完成后,才能进行下层催化剂安装。
催化剂吊装前在桁架上标出安装位置,焊接好底部密封角钢。然后通过催化剂吊装轨道将催化剂从安装门吊入反应器就位,在就位的过程中安装好止挡。同一层催化剂安装完成后,安装催化剂之间的密封及四周密封挡板。
3结论
3.1、SCR脱硝技术已普遍应用于大型火电项目,能有效降低锅炉氮氧化物排放浓度。
3.2、SCR脱硝装置安装空间狭小、结构复杂、施工工期短,对施工组织、技术准备、进度安排要求较高。
3.3、通过对SCR脱硝装置安装的研究,能有效的组织施工作业,能节约人力资源,缩短施工工期,取得较好的经济效果。
 扫一扫,手机浏览
扫一扫,手机浏览